
Mga plastik na extruder na Gearbox
Ang plastik na extruder Gearbox, mga tagagawa ng kahon ng extruder, extruder na gearbox para sa pagbebenta, pagkumpuni ng gearbox ng extruder, sterling extruder gearbox, twin screw extruder gearbox
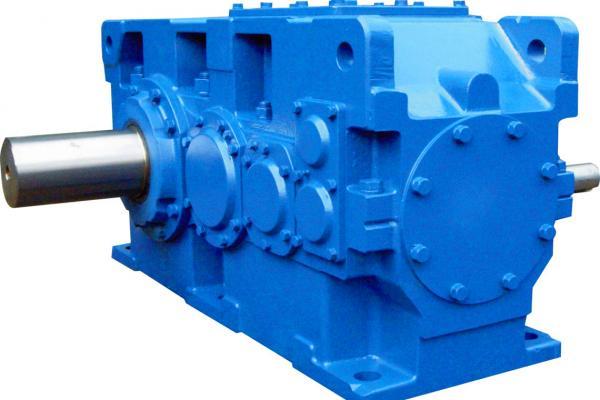
Ang ZLYJ series na hard ibabaw na gearbox ay isang mataas na katumpakan na may matigas na ngipin na thrust na bahagi ng paghahatid ng upuan na dinisenyo para sa plastic screw extruder. Ang disenyo ng produkto ay gumagamit ng mga panteknikal na pagtutukoy na tinukoy sa JB / T8853-2001. Nagtatampok ito ng mataas na lakas na bakal na haluang metal para sa mga bahagi ng gear at shaft. Ang gear ay naproseso sa pamamagitan ng carburizing, pagsusubo at paggiling. Ang katumpakan ng gear ay GB10095-88.6. Ang tigas sa ibabaw ng ngipin HRC54-62. Ang isang sobrang laki na pagdadala ng thrust ay nakaayos sa harap na dulo ng guwang na output shaft upang mapaglabanan ang nagtatrabaho na puwersa ng ehe ng tornilyo. Ang pangunahing pamantayang mga bahagi tulad ng mga bearings at oil seal ay gawa sa mga produktong may mataas na kalidad na domestic, at maaari ring nilagyan ng mga produktong na-import ayon sa mga pangangailangan ng gumagamit. Ang buong makina ay may mga katangian ng maliit na lakas ng tunog, mataas na kapasidad sa pagdadala, matatag na paghahatid, mababang ingay at mataas na kahusayan. Ang pagganap ng produkto ay umabot sa internasyonal na advanced na antas.

Pagganap ng katangian:
Ang kumbinasyon ng kahon at ang thrust bear ay kontra sa puwersa ng ehe, at ang kawalang-kilos na tindig ay isinaayos sa silid ng langis ng gearbox upang mapagbuti ang pagiging maaasahan ng pagpapatakbo.
Ang maliliit na pagsasaayos ay maaaring magamit upang ayusin ang distansya ng sentro
Mataas na kapangyarihan ng paghahatid, maaaring makatiis ng mataas na metalikang kuwintas at lakas ng ehe
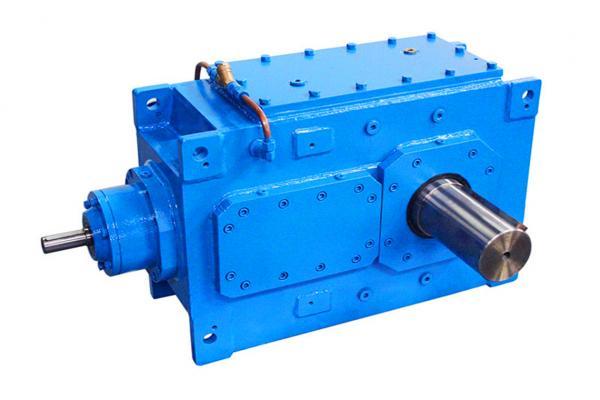
Ang espesyal na Gearbox para sa extruder ay isang sangkap ng paghahatid na may mataas na kapasidad ng pag-load ng matitigas na ngipin sa ibabaw ng puwesto ng thrust na idinisenyo na may sanggunian sa mga banyagang katulad na mga produkto para sa extruder ng plastik na screw. Ang disenyo ng produkto ay nagpatibay ng mga teknikal na pagtutukoy na itinakda ng ZBJ19009-88. Ang mga katangian nito ay ang mga gears at shaft na bahagi ay gawa sa bakal na haluang metal na haluang metal, na naproseso sa pamamagitan ng carburizing, quenching at paggiling. Ang katumpakan ng gear ay GB10095-88, antas 6. Sobrang katigasan ng ngipin HRC54 ~ 62. Ang isang malaking laki ng thrust tindig ay nakaayos sa harap na dulo ng guwang input shaft upang mapaglabanan ang axial thrust ng tornilyo. Ang buong makina ay may mga pakinabang ng maliit na dami, mataas na pagdadala ng kapasidad, matatag na paghahatid, mababang ingay at mataas na kahusayan.
Mga tampok ng Extruder espesyal na Gearbox:
"Modular na disenyo, malawak na saklaw ng paghahatid at maayos at makatwirang pamamahagi;
—— Ang disenyo ng hugis ay angkop para sa lahat ng pag-install ng pangkalahatang pagsasaayos ng pag-install;
—— Ang gear ay nasa ilalim ng makina ng paggiling machine ng high-precision na may balanseng paghahatid, mababang ingay at kahusayan ng 98% sa pagitan ng mga yugto;


Extrusion machine nakatuon Gearbox naaangkop na mga kondisyon:
1. Ang bilis ng high speed shaft ng Gearbox ay hindi hihigit sa 1500r / min.
2, ang temperatura ng nagtatrabaho na kapaligiran ay 0-35C. Kung ang saklaw ng temperatura ay lampas sa mga probisyon, ang pag-init o aparato ng paglamig ay maaaring hiwalay na ihanda ayon sa mga kinakailangan ng gumagamit.


- pagpapakilala
Ang ZLYJ Plastic extruder Gearbox ay isang uri ng high-precision na mahigpit na pagpupulong ng gear na espesyal na idinisenyo para sa solong-tornilyo na plastik / goma extruder. Ang pagkuha ng JB / T 8853-2001 Cylindrical Plastic extruder Gearbox bilang isang sanggunian para sa disenyo, ang mga produkto ay nalalapat ang mataas na lakas na mababang-carbon alloy na bakal para sa mga gears at gear shaft, na may ngipin na flank na carbureted, quenched at ground, upang matugunan ang precision ng gear sa Antas 6 (GB / T 10095) at katigasan ng ngipin flank HRC54 ~ 62. Ang isang malaking tindig ng thrust ay naka-mount sa harap ng baras ng output upang madala ang thrust mula sa tornilyo.
- Gumamit ng Saklaw
- Ang pag-ikot ng input ng prime mover ay dapat na ‰ ¤ 1500 rpm.
- Ang peripheral na bilis ng gear drive ay dapat na ‰ ¤ 20m / s.
- Ang temperatura ng nagtatrabaho na nakapaligid ay dapat na nasa loob -40â "ƒ ~ 45â" ƒ. Painitin ang pampadulas na langis sa itaas ng 0â 'ƒ o piliin ang mababang temperatura ng lubricating oil kapag ang temperatura ng ambient ay nasa ilalim ng 0â "ƒ.
Tandaan:
- Ang pag-ikot ay magagamit kapwa pasulong at paatras. Gayunpaman, ang high-speed shaft ng ilang mga uri ng Plastic extruder Gearbox ay may isang solong-way na pump ng langis na nagdidirekta bilang default sa output shaft na ikot nang sunud-sunod.
III. Mga uri ng plastik na extruder ng Gearbox
Mga pangalan ng produkto: Kapag naihatid, ang lahat ng plastik na extruder Gearbox ay nakalakip sa mga namephone upang tukuyin ang uri, kakayahan, petsa ng paggawa, numero ng pabrika at iba pang mga tampok para sa layunin ng pagpapanatili, na hindi aalisin nang random.
- Pag-install at Koneksyon ng plastik na extruder Gearbox
- Tiyaking ang pag-install ng pundasyon ng plastik na extruder Gearbox ay antas, ligtas at matatag. Maingat na ilatag ang pag-install sa espesyal na kapaligiran sa pagtatrabaho. Kapag ang lahat ng mga bolts ng angkla ay pantay na masikip, tiyakin na ang tornilyo na nakapasok sa output shaft ay malayang lumiliko at regular.
- Ang pagkakamali sa koneksyon sa kabayaran ay dapat na mananaig patungkol sa koneksyon ng plastik na extruder Gearbox sa punong tagalipat. Tiyakin ang concentricity ng koneksyon na bahagi ng axial midline ng plastic extruder Gearbox's input shaft. Suriin ang axial deviance at angular displacement, ang paglihis kung saan ang dalawa ay dapat na nasa loob ng pinapayagan na halaga ng pag-apply ng pagkabit.
- Suriin ang karagdagang tibay ng radial ng baras ng Plastic extruder Gearbox ayon sa sample ng produkto sa kondisyon na ang belt wheel, gear at chain wheel ay ginagamit upang ma-input at i-output ang puwersa ng pagmamaneho ng plastik na extruder Gearbox. Sa gitnang bahagi ng shaft ng input, ang karagdagang puwersa ng radial ay hindi hihigit sa (N), kung saan ang sandali ng pag-input ng plastik na extruder Gearbox (NM).
- Pagkatapos ng pag-install, punan ang plastik na extruder Gearbox ang pampadulas na langis hanggang sa maabot ang sentro ng linya ng pointer ng langis kapag pantay na namamahagi.
- Kumonekta at i-on ang sistema ng paglamig ng tubig upang suriin kung nagdugo o tumagas ang mga kasukasuan.
- I-on ang lakas upang pansamantalang patakbuhin ang Plastic extruder Gearbox nang walang pag-load. Suriin kung ang lubricating pipeline ay nagdudugo o tumagas, ang mga bahagi at sangkap ay lumuwag at may anumang ingay na nangyayari. Ang plastik na extruder Gearbox ay maaaring ibigay kung ang lahat ay OK.

Attention:
◇ Gupitin at pigilan (sa pamamagitan ng isang tag ng babala, atbp.) Ang muling koneksyon ng power supply sa motor bago i-install ang mga pagkabit.
◇ Ang paghawak sa pamamagitan ng martilyo o iba pang katulad na mga tool ay hindi pinapayagan kapag ang pag-mount ng mga kabit at maliit na gears papunta sa dulo ng baras.
◇ Tiyakin ang tamang pag-igting ng sinturon kapag nag-install ng wheel wheel.
◇ Huwag i-install o i-uninstall ang tornilyo sa pamamagitan ng lakas sa paggalang sa bahagi ng output.
◇ Ang proteksiyon na hood ay dapat ibigay sa labas ng umiikot na mga bahagi ng plastik na extruder Gearbox (tulad ng pagkabit, belt pulley, atbp.).
◇ Alisin nang lubusan ang antirust, dumi o iba pang mga mantsa sa dulo at flange ibabaw ng pagkonekta ng baras. Pinahihintulutan ang solvent para sa paglilinis ngunit dapat itong maiwasan na dumaloy sa labi ng labi ng mga elemento ng pag-sealing ng pagtatapos ng baras.
- Ang pagpapatakbo ng plastic extruder Gearbox
Mga pagsusuri bago ang operasyon:
- Bago ang operasyon, suriin kung ang plastik extruder Gearbox ay may lubricating langis sa naaangkop na antas sa loob nito. Pandagdag sa langis kung sakaling may kakulangan.
- Ang lahat ng mga bahagi ng pagkonekta ay dapat na ligtas. Lahat ng mga aparatong pangprotekta ay dapat kumpleto.
- Suriin kung ang nakapaligid na kapaligiran ay nasa ilalim ng 0â "if, kung oo, pasanin ang langis na pampadulas sa itaas ng 0â" ƒ.

Ang pagpapatakbo ng plastik na extruder Gearbox:
- Patakbuhin ang plastic extruder Gearbox para sa 5 ~ 10 minuto nang walang pag-load (kung ang plastik na extruder Gearbox ay nilagyan ng gear pump ng motor, simulan muna ang pump) upang naaangkop na lubricate ang mga bearings at gears. Kung ang plastik na extruder Gearbox ay ginamit sa unang pagkakataon, pagkatapos ng pagtakbo ng idle, magdagdag ng mga pag-load ng hakbang-hakbang sa 20% ng rate ng pag-load sa bawat oras para sa 1 ~ 2 na oras hanggang sa buong na-rate na load. Ilagay sa serbisyo kung OK ang lahat.
- Sa panahon ng operasyon, subaybayan at isulat paminsan-minsan ang pagtaas ng temperatura ng plastik na extruder Gearbox. Kung ang pagtaas ng temperatura ng plastik na extruder Gearbox ay lumampas sa 70â 'ƒ o ang temperatura ng langis ay lumampas sa 100â „, itigil ang plastic extruder Gearbox upang malaman at malutas ang mga problema. Makipag-ugnay sa aming departamento ng serbisyo pagkatapos ng benta kung kinakailangan. Palitan ang pampadulas na langis bago simulang muli ang plastik na extruder Gearbox.
- Ang plastik na extruder Gearbox ay dapat ihinto tulad ng mga sumusunod: I-shut down ang pagpapakain ng hipper at, pagkatapos na maipasok ang lahat ng mga materyales sa balde, isara ang power supply sa plastik na extruder Gearbox (kung ang plastik na extruder Gearbox ay nilagyan ng gear magpahitit ng motor, isara muna ang pump)
- Patakbuhin ang plastic extruder Gearbox tuwing 2 hanggang 3 linggo kung sakaling mahaba ang katamaran.
- Magsagawa ng mga hakbang na anti-kalawang sa loob at labas ng Plastic extruder Gearbox kung sakaling maging katamaran sa loob ng 6 na buwan:
Punan ang lubricating langis hanggang sa buo, balutin ang dulo ng baras at hindi nasusunog na ibabaw na may mga materyales na anti-rust wax at protektahan ang lubricating grasa ang lip seal ng sealing mga bahagi ng axles laban sa pagtagos ng antirust.
Attention:
◇ Sa unang yugto ng operasyon, ang bomba ng langis ay maaaring magkaroon ng malakas na ingay na nagresulta mula sa mataas na lagkit ng lubricating oil at ang malaking pagsipsip laban sa pump ng langis, na unti-unting mamatay kasama ang pagtaas ng temperatura ng langis ng lubricating
◇ Kung ang bomba ng langis ay sumasabay sa malakas na ingay sa normal na operasyon ng Plastic extruder Gearbox, linisin ang filter ng langis upang makuha ang pipeline ng langis.
◇ Subaybayan paminsan-minsan ang pagtagas ng langis ng plastik na extruder Gearbox sa panahon ng operasyon nito, at, kung mayroon man, ititigil ang plastic extruder Gearbox upang malutas ang problema.
- Pag-ayos at Pagpapanatili
- Oras ng pag-aayos at pagpapanatili
|
Agwat ng oras |
Pag-aayos at pagpapanatili |
|
Normal na operasyon |
Suriin ang temperatura ng Plastik extruder Gearbox: hindi hihigit sa 90 ℃ kapag gumagamit ng mineral na lubricating oil hindi hihigit sa 100 ℃ kapag gumagamit ng sintetikong langis na pampadulas Suriin kung mayroong hindi normal na ingay ng Plastic extruder Gearbox Suriin kung mayroong tagas ng Plastic extruder Gearbox |
|
Matapos ang operasyon ng 500 ~ 800 oras |
Una pagpapalit ng langis ng lubricate pagkatapos ng paunang operasyon Suriin ang antas ng langis upang matukoy ang pagpuno ng langis |
|
Tuwing 3000-hour na operasyon, kahit isang beses sa kalahating taon |
Suriin ang pampadulas na langis, at, sa kaso ng panlabas o mamasa-masa na kapaligiran, tiyakin na ang nilalaman ng tubig sa langis na pampadulas ay hindi hihigit sa 500ppm Palitan ang langis na pampadulas ng mineral (oras ng pagtatrabaho mas mababa sa 8h bawat araw) Linisin ang air plug |
|
Tulad ng bawat operating kondisyon, hindi bababa sa isang beses sa 3 buwan |
Palitan ang langis na pampadulas ng mineral (mahabang oras ng tuluy-tuloy na trabaho) Suriin kung mayroong anumang pinagsamang bolt loosing Suriin ang mga sitwasyon ng kontaminasyon at pampadulas at paglamig na aparato Linisin ang filter ng lubricating oil at palitan ang filter core kung kinakailangan |
|
Tulad ng bawat operating kondisyon, hindi bababa sa isang beses sa isang taon |
Palitan ang synthetic lubricating oil |
|
Tulad ng bawat kapaligiran at kondisyon sa pagpapatakbo |
Pagbutihin o palitan ang proteksiyon (walang kalawang) pintura sa ibabaw Linisin ang panlabas na ibabaw at ng plastik na extruder Gearbox Suriin ang kagamitan sa kagamitan sa pag-access |
- Ang agwat ng oras ng pagpapalit ng langis

Regular na palitan ang langis na pampadulas ng espesyal na uri ng plastik na extruder Gearbox na gumagana sa matinding kapaligiran. Ipinapakita ng pigura sa ibaba ang agwat ng oras ng pagpapadulas ng langis sa langis sa normal na kapaligiran. Ang CLP HC ay tumutukoy sa PAO synthetic lubricating oil.
(1) Oras ng pagpapatakbo (2) Patuloy na temperatura sa paliguan ng langis (average na halaga ng 70 ℃)
VII. Pagtatasa ng Solusyon at Solusyon
|
Faults |
Sanhi |
Solutions |
|
Faults |
Sanhi |
Solutions |
|
Hindi normal at regular na ingay ng pagpapatakbo |
A. Ingay ng paggulong / paggiling: nasira ang tindig B. Kumatok ng ingay: hindi pantay na joggling |
A. Suriin ang pampadulas na langis at palitan ang tindig B. Makipag-ugnay sa Guomao |
Pagtulo ng lubricating oil: Junction na ibabaw ng Plastic extruder Gearbox Tapusin ang takip ng takip ng plastik na extruder Gearbox Takpan ng butas ng paningin ng plastik na extruder Gearbox Ang sealing point ng drive shaft Ang paglabas ng langis ng plug Air plug |
Pag-aayos ng pagkonekta ng mga bahagi ng Plastic extruder Gearbox Pag-Loosening ng pagkonekta ng fastener Maling pag-install ng mga bahagi ng sealing Pinsala / abrasion ng mga bahagi ng sealing Maluwag na koneksyon Masyadong maraming antas ng langis ng lubricating oil Maling pag-install |
Suriin ang mga koneksyon sa mga bolts at higpitan ang mga maluwag kung kinakailangan Suriin ang bahagi ng sealing at palitan ito kung kinakailangan Suriin ang antas ng langis / pagbutihin ang pagkaubos Makipag-ugnay sa Guoma |
|
|
Hindi normal at hindi regular na ingay sa pagpapatakbo |
Kalinisan ng langis na pampadulas |
Suriin ang pampadulas na langis, itigil ang operasyon at makipag-ugnay sa Guomao |
||||
|
Hindi normal na ingay sa mga nakapirming bahagi ng Plastic extruder Gearbox |
Ang fastener ng plastik na extruder na Gearbox ay nagwawala |
Suriin ang mga fastener at gamitin ang mga tinukoy |
||||
|
Masyadong mataas na temperatura ng operasyon |
A. Sa maraming lubricating oil B. Pagtanda at pagkasira ng langis na pampadulas C. Malinaw na karumihan sa lubricating oil D. Pinsala ng lubricating pump E. Fault ng paglamig system |
A. Suriin ang antas ng langis at gumawa ng pagbabago kung kinakailangan B. Suriin ang kapalit na oras ng pagpapadulas ng langis C. Suriin ang langis na pampadulas D. Suriin ang lubricating pump at palitan ito E. Suriin ang sistema ng paglamig |
Masyadong mataas na temperatura sa tindig |
A. Hindi sapat na pampadulas na langis B. Pagtanda at pagkasira ng langis na pampadulas C. Pinsala ng lubricating pump D. Pinsala ng tindig |
A. Suriin ang antas ng langis at gumawa ng pagbabago kung kinakailangan B. Suriin ang kapalit na oras ng pagpapadulas ng langis C. Suriin ang lubricating pump at palitan ito D Suriin ang tindig at palitan ito |
|
|
Over-high na temperatura sa sealing point ng shaft end sa tumatakbo na panahon |
Hindi sapat na paglilinis ng koneksyon ng dulo ng baras sa panahon ng pag-install Tumatakbo-in ng mga bahagi ng sealing at dulo ng baras |
Linisin ang dulo ng baras Isaalang-alang ito bilang normal Makipag-ugnay sa Guoma |
Kapag nakikipag-ugnay sa Guomao, mangyaring ibigay ang sumusunod na impormasyon:
|
Kumpletuhin ang data sa nameplate |
- |
Mga uri at saklaw ng mga pagkakamali |
- |
Ang oras at mga kababalaghan ng mga pagkakamali ay naganap |
- |
Sanhi |


VIII. Pagpili ng Lubricating Oil
Ang lapot ng pampadulas na langis ay dapat matukoy alinsunod sa peripheral velocity V, nagtatrabaho kapaligiran o paraan ng pagpapadulas ng high-speed gears:
Kapag ang V≤2.5m / s o nakapaligid na temperatura ay nasa loob ng 35 ℃ ~ 50 ℃, piliin ang CKC320 medium-load pang-industriyang saradong langis ng gear o CKD320 mabibigat na pang-industriya sarado na langis ng gear;
Kapag ang V > 2.5m / s o sapilitang nagpapalitan ng pagpapadulas ay inilalapat, piliin ang CKC220 medium-load pang-industriya closed gear oil o CKD220 mabibigat na pang-industriya sarado na langis ng gear.
pampadulas
Hindi inirerekomenda ang pampadulas na grasa para sa plastic extruder Gearbox. Makipag-ugnay sa amin kung kinakailangan.
Tingnan ang Annex-Lubricating Oil Comparison Table para sa mga domestic at dayuhang lubricating na mga produktong langis
- Magsuot ng Mga Bahagi
Listahan ng Mga Kasuotang Mga Kasuotan ng plastik na extruder Gearbox
Listahan ng Packing ng plastik na extruder Gearbox
Annex - Lubricating Oil Comparison Table (Mineral Lubricating Oil):
|
kategorya |
ISO VG |
AGMA |
Tagapagtustos |
Uri ng Lubricating Oil |
Kalapasan / 40 ℃ |
Nagyeyelong Puno ℃ |
|
kategorya |
ISO VG |
AGMA |
Tagapagtustos |
Uri ng Lubricating Oil |
Kalapasan / 40 ℃ |
Nagyeyelong Puno ℃ |
|
220 |
220 |
5EP |
Aral |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
Aral |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Alpha SP220 |
220 |
-21 |
Castrol |
Alpha SP320 |
320 |
-21 |
|||||||
|
Castrol |
Alphamax 220 |
220 |
-24 |
Castrol |
Alphamax 320 |
320 |
-18 |
|||||||
|
Chevron |
Pang-industriya na langis EP220 |
220 |
-12 |
Chevron |
Pang-industriya na langis EP320 |
320 |
-9 |
|||||||
|
Dea |
Falcon CLP220 |
220 |
-18 |
Dea |
Falcon CLP320 |
320 |
-18 |
|||||||
|
Esso |
Spartan EP220 |
226 |
-30 |
Esso |
Spartan EP320 |
332 |
-27 |
|||||||
|
Exxon |
Spartan EP220 |
226 |
-30 |
Exxon |
Spartan EP320 |
332 |
-27 |
|||||||
|
Fuchs |
Renolin CLP220 Plus |
223 |
-23 |
Fuchs |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Look |
Gulpo EP Lubricant HD220 |
219 |
-19 |
Look |
Gulpo EP Lubricant HD320 |
300 |
-12 |
|||||||
|
Klüber |
Klüberoil GEM 1-220 |
220 |
-15 |
Klüber |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Kuweit |
Q8 Goya 220 |
220 |
-21 |
Kuweit |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
Mobil |
Mobilgear 630 |
207 |
-18 |
Mobil |
Mobilgear 632 |
304 |
-18 |
|||||||
|
Mobil |
Mobilgear XMP 220 |
220 |
-24 |
Mobil |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-Alloy |
MA-90 / 220 |
220 |
-18 |
Molub-Alloy |
MA-90 / 320 |
320 |
-15 |
|||||||
|
Optimol |
Optigear BM220 |
233 |
-15 |
Optimol |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Canada |
Ultima EP220 |
223 |
-30 |
Petro Canada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Talukap ng alimango |
Omala Oil F220 |
220 |
-21 |
Talukap ng alimango |
Omala Oil F320 |
320 |
-18 |
|||||||
|
Texaco |
Meropa 220 |
209 |
-21 |
Texaco |
Meropa 320 |
304 |
-18 |
|||||||
|
total |
Carter EP220 |
220 |
-12 |
total |
Carter EP320 |
320 |
-12 |
|||||||
|
Tribol |
Tribol 1100 / 220 |
222 |
-25 |
Tribol |
Tribol 1100 / 320 |
317 |
-23 |
|||||||
|
GB5903-95 |
Pantahanan |
CKC220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Pantahanan |
CKC320 |
288 352 ~ |
≤-8 |
|||||
|
GB5903-95 |
Pantahanan |
CKD220 |
198 242 ~ |
≤-8 |
GB5903-95 |
Pantahanan |
CKD320 |
288 352 ~ |
≤-8 |
|||||

Annex - Lubricating Oil Comparison Table (PAO Synthetic Lubricating Oil):
|
kategorya |
ISO VG |
AGMA |
Tagapagtustos |
Uri ng Lubricating Oil |
Kalapitan cSt |
Nagyeyelong Puno ℃ |
|
kategorya |
ISO VG |
AGMA |
Tagapagtustos |
Uri ng Lubricating Oil |
Kalapitan cSt |
Nagyeyelong Puno ℃ |
||
|
40 ℃ |
100 ℃ |
40 ℃ |
100 ℃ |
|||||||||||||
|
220 |
220 |
5EP |
Dea |
Sa loob ng HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
Dea |
Sa loob ng HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
Spartan Synthetic EP220 |
232 |
26.5 |
-39 |
Esso |
Spartan Synthetic EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
Spartan Synthetic EP220 |
232 |
26.5 |
-39 |
Exxon |
Spartan Synthetic EP320 |
328 |
34.3 |
-36 |
|||||||
|
Fuchs |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
Fuchs |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Klüber |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Klüber |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
Mobil |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
Mobil |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
Mobil |
Mobilgear SHC 220 |
213 |
26 |
-51 |
Mobil |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Talukap ng alimango |
Omala Oil HD220 |
220 |
25.5 |
-48 |
Talukap ng alimango |
Omala Oil HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
total |
Carter EP / HT220 |
220 |
25 |
-39 |
total |
Carter EP / HT320 |
320 |
33 |
-36 |
|||||||
|
Tribol |
Tribol 1510 / 220 |
220 |
24.6 |
-42 |
Tribol |
Tribol 1510 / 320 |
330 |
33.2 |
-39 |
|||||||
|
Tribol |
Tribol 1710 / 220 |
220 |
- |
-33 |
Tribol |
Tribol 1710 / 320 |
320 |
- |
-30 |
|||||||
|
Pantahanan |
Great Wall |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
Pantahanan |
Great Wall |
4406/220 |
225.3 |
- |
-42 |
Pantahanan |
Great Wall |
4406/320 |
330.5 |
- |
-40 |
|||||

Solong prinsipyo extruder ng tornilyo
Ang nag-iisang tornilyo ay karaniwang nahahati sa tatlong mga seksyon sa epektibong haba. Ang mabisang haba ng tatlong mga seksyon ay natutukoy alinsunod sa diameter ng tornilyo at sa pitch ng tornilyo. Karaniwan, nahahati ito sa isang ikatlo.
Ang huling sinulid ng materyal na port ay tinatawag na seksyon ng conveying: ang materyal ay kinakailangan na gawing plastic dito, ngunit dapat itong ma-preheated at compact. Sa nakaraan, ang lumang teorya ng extrusion ay naniniwala na ang materyal dito ay maluwag, at kalaunan ay pinatunayan na ang materyal dito ay talagang Ang solidong plug, ibig sabihin, ang materyal dito ay isang solidong tulad ng isang plug pagkatapos na masiksik, kaya ito ay ang tungkulin nito hangga't ang gawain ng conveying ay nakumpleto.
Ang ikalawang seksyon ay tinatawag na seksyon ng compression. Sa oras na ito, ang dami ng uka ay unti-unting nabawasan mula sa malaki hanggang sa malaki, at ang temperatura ay upang maabot ang antas ng plasticization ng materyal. Dito, ang compression ay nabuo ng conveying section tatlo, kung saan ito ay nai-compress sa isa, na kung saan ay tinatawag na compression ratio ng tornilyo - 3: 1, ang ilang mga makina ay nagbago din, at ang natapos na plasticized na materyal ay pumapasok sa ikatlong yugto.
Ang ikatlong seksyon ay ang seksyon ng pagsukat, kung saan ang materyal ay nagpapanatili ng temperatura ng plasticizing, tulad ng tumpak at dami na nagpapadala ng natutunaw na materyal bilang metering pump upang matustusan ang ulo, kung saan ang temperatura ay hindi maaaring mas mababa kaysa sa temperatura ng plasticizing, sa pangkalahatan ay bahagyang mas mataas .
Ang editor ng pag-save ng enerhiya ng Extruder
Ang pag-save ng enerhiya ng extruder ay maaaring nahahati sa dalawang bahagi: ang isa ay ang bahagi ng kuryente at ang isa pa ay ang bahagi ng pag-init.
Pag-save ng lakas: Karamihan sa mga inverters ay ginagamit. Ang paraan ng pag-save ng enerhiya ay i-save ang natitirang enerhiya ng motor. Halimbawa, ang aktwal na lakas ng motor ay 50Hz, at kakailanganin mo lamang ang 30Hz sa paggawa upang makabuo ng sapat. Ang labis na pagkonsumo ng enerhiya ay walang kabuluhan. Nasayang, ang inverter ay upang baguhin ang power output ng motor upang makamit ang pag-save ng enerhiya.
Ang pag-save ng enerhiya sa bahagi ng pag-init: Karamihan sa pag-save ng enerhiya sa pag-init ay ang pag-save ng enerhiya sa pamamagitan ng electromagnetic heater, at ang rate ng pag-save ng enerhiya ay tungkol sa 30% ~ 70% ng lumang resistor ring.
Proseso ng trabaho
Ang plastik na materyal ay pumapasok sa extruder mula sa hopper, at inihatid pasulong sa pamamagitan ng pag-ikot ng tornilyo. Sa panahon ng pasulong na paggalaw, ang materyal ay pinainit ng bariles, sheared ng tornilyo at naka-compress upang matunaw ang materyal. Kaya, ang pagbabago sa pagitan ng tatlong estado ng estado ng glassy, ang mataas na nababanat na estado, at ang malapot na estado ng daloy ay nakamit.
Sa kaso ng pressurization, ang materyal sa isang malapot na daloy ng estado ay dumaan sa isang kamatayan na may isang tiyak na hugis, at pagkatapos ay nagiging isang pagpapatuloy na mayroong isang cross-section at isang tulad ng bibig ayon sa pagkamatay. Pagkatapos ito ay pinalamig at hugis upang makabuo ng isang glassy na estado, sa gayon makuha ang bahagi na maproseso.
Editor ng komposisyon
Sa extruder, sa pangkalahatan, ang pinaka basic at pinaka maraming nalalaman ay isang solong extruder ng tornilyo. Kabilang dito ang: anim na bahagi: paghahatid, aparato sa pagpapakain, bariles, tornilyo, ulo ng makina at mamatay.

Seksyon ng Paghahatid
Ang bahagi ng paghahatid ay karaniwang binubuo ng isang de-koryenteng motor, isang pagbawas ng kahon ng gear at bearings. Sa panahon ng proseso ng extrusion, ang bilis ng tornilyo ay dapat na maging matatag at hindi mababago sa pagbabago ng pagkarga ng tornilyo, upang mapanatili ang pare-parehong kalidad ng nakuha na produkto. Gayunpaman, sa iba't ibang mga okasyon, ang turnilyo ay maaaring hinilingang ilipat upang makamit ang kahilingan na ang isang aparato ay maaaring mag-extrude ng iba't ibang mga plastik o iba't ibang mga produkto. Samakatuwid, ang bahaging ito ay karaniwang gumagamit ng AC commutator motor, DC motor at iba pang mga aparato upang makamit ang walang hakbang na pagbabago ng bilis, ang pangkalahatang bilis ng tornilyo ay 10 ~ 100 rev / min.
Ang pag-andar ng sistema ng paghahatid ay upang himukin ang tornilyo, na nagbibigay ng metalikang kuwintas at bilis na kinakailangan ng tornilyo sa panahon ng proseso ng extrusion, karaniwang binubuo ng isang motor, isang Gearbox at isang tindig. Sa ilalim ng saligan na ang istraktura ay karaniwang pareho, ang gastos sa pagmamanupaktura ng Gearbox ay halos proporsyonal sa mga panlabas na sukat at timbang nito. Sapagkat malaki ang hugis at bigat ng Gearbox, nangangahulugan ito na maraming mga materyales na natupok sa panahon ng pagmamanupaktura, at ang mga bearings na ginamit ay medyo malaki din, na pinatataas ang gastos sa pagmamanupaktura.
Aparato sa pagpapakain
Karamihan sa mga feedstocks ay pelletized, ngunit maaaring gamitin ang mga piraso o pulbos. Ang mga kagamitan sa pagsingil ay karaniwang gumagamit ng isang conical hopper na may kinakailangang dami ng hindi bababa sa isang oras. Ang isang aparato na shut-off ay ibinibigay sa ilalim ng hopper upang ayusin at putulin ang daloy, at isang butas ng paningin at isang aparato ng pagsukat ay naka-install sa gilid ng tipaklong. Ang ilang mga hoppers ay maaari ring magkaroon ng isang aparato sa relief pressure o aparato ng pagpainit na pumipigil sa feedstock mula sa pagsipsip ng kahalumigmigan mula sa hangin, o ang ilan sa mga cartridges ay maaaring magkaroon din ng kanilang sariling agitator para sa awtomatikong pagpapakain o pagpapakain.
tipaklong
Ang hopper sa pangkalahatan ay ginawa sa isang simetriko form. Binuksan ang isang window sa gilid ng hopper upang ma-obserbahan ang antas ng materyal at ang kondisyon ng pagpapakain. Ang ilalim ng hopper ay may pagbubukas at pagsasara ng pintuan upang ihinto at ayusin ang dami ng pagpapakain. Takpan ang tuktok ng hopper upang maiwasan ang alikabok, kahalumigmigan at mga impurities mula sa pagkahulog dito. Kapag pumipili ng materyal ng tipaklong, mas mahusay na gumamit ng magaan, lumalaban sa kaagnasan at madaling-machine na mga materyales, sa pangkalahatan ay gumagamit ng aluminyo at hindi kinakalawang na mga plate na bakal. Ang dami ng hopper ay nakasalalay sa laki ng extruder at paraan ng paglo-load. Karaniwan, ang dami ng extrusion ng extruder ay mula sa 1 hanggang 1.5 na oras.

Mayroong dalawang uri ng mga pamamaraan ng pagpapakain: manu-manong pagpapakain at awtomatikong pagpapakain. Ang awtomatikong pagpapakain lalo na kasama ang tagsibol pagpapakain, pagsabog ng pagpaputok, pagpapakain ng vacuum, conveying belt conveying at ang gusto. Sa pangkalahatan, ang mga maliliit na extruder ay manu-mano na nai-load at ang mga malalaking extruder ay awtomatikong nai-load.
Pag-uuri ng mga pamamaraan ng pagpapakain
1 Gravity pagpapakain:
Prinsipyo - Ang materyal ay pumapasok sa bariles ng sarili nitong timbang, kabilang ang manu-manong pagpapakain, pagpapakain sa tagsibol, at pagsabog.
Mga Tampok - simpleng istraktura at mababang gastos. Gayunpaman, madaling maging sanhi ng hindi pantay na pagpapakain, na nakakaapekto sa kalidad ng mga bahagi. Ito ay angkop lamang para sa mga maliit na laki ng extruder.
Pinilit na pagpapakain ng 2:
Prinsipyo - Mag-install ng isang aparato sa tipaklong na nalalapat sa panlabas na presyon sa materyal, pinilit ang materyal sa bariles ng extruder.
Mga Tampok - maaaring pagtagumpayan ang "tulay" kababalaghan, upang ang pagpapakain ay kahit na. Ang feed screw ay hinihimok ng extruder screw sa pamamagitan ng drive chain upang ayusin ang bilis nito sa bilis ng tornilyo. Ang aparatong proteksyon ng labis na karga ay maaaring ma-aktibo kapag na-block ang feed port, sa gayon maiiwasan ang pinsala sa aparato ng pagpapakain.
Kartutso
Kadalasan, ito ay isang metal na materyal na bariles na gawa sa haluang metal na bakal o pinagsama na bakal na pipe na may linya na haluang metal. Ang mga pangunahing katangian nito ay ang mataas na temperatura at paglaban ng presyon, malakas na pagsusuot at paglaban ng kaagnasan. Kadalasan, ang haba ng bariles ay 15 hanggang 30 beses ang lapad nito, at ang haba ay tulad na ang materyal ay sapat na pinainit at plastik na pantay. Ang bariles ay dapat magkaroon ng sapat na kapal at katigasan. Ang interior ay dapat na makinis, ngunit ang ilan sa mga barrra ay nakaukit ng iba't ibang mga grooves upang madagdagan ang pagkiskisan gamit ang plastik. Ang mga electric heaters, temperatura control aparato at mga sistema ng paglamig ay ibinibigay sa labas ng bariles na may resistors, inductors at iba pang paraan ng pag-init.

Mayroong tatlong mga form ng materyal sa bariles:
(1) integral na bariles
Paraan ng pagproseso - naproseso sa buong materyal.
Mga kalamangan - madaling masiguro na ang mataas na katumpakan ng pagmamanupaktura at kawastuhan ng pagpupulong, ay maaaring gawing simple ang gawain ng pagpupulong, ang silindro ay pinainit nang pantay-pantay, at maraming mga aplikasyon.
Mga Kakulangan - Dahil sa malaking haba ng bariles at mga kinakailangan sa pagproseso ng mataas, ang mga kinakailangan para sa pagproseso ng kagamitan ay mahigpit din. Ang panloob na ibabaw ng bariles ay mahirap ayusin pagkatapos magsuot.
(2) Ang materyal ng kumbinasyon
Paraan ng pagproseso - ang bariles ay naproseso sa maraming yugto, at pagkatapos ang mga seksyon ay konektado sa pamamagitan ng mga flanges o iba pang mga form.
Mga kalamangan - simpleng pagproseso, madaling baguhin ang ratio ng aspeto, na kadalasang ginagamit upang baguhin ang ratio ng aspeto ng tornilyo.
Mga Kakulangan - mataas na mga kinakailangan sa pagproseso ng katumpakan, dahil sa maraming mga segment, mahirap matiyak na ang coaxiality ng bawat segment, ang koneksyon ng flange ay sumisira sa pagkakapareho ng pagpainit ng bariles, pinatataas ang pagkawala ng init, pagpainit at pag-aayos ng mga setting ng system at pagpapanatili Mas mahirap.
(3) Bimetallic bariles
Paraan ng pagproseso - Maglagay o maglagay ng isang layer ng materyal na haluang metal na bakal sa loob ng base ng ordinaryong carbon steel o cast steel. Hindi lamang ito nakakatugon sa mga materyal na kinakailangan ng bariles, ngunit nakakatipid din ng mahalagang mga materyales na metal.

1 Bushing kartutso: Ang kartutso ay nilagyan ng isang maaaring palitan na haluang metal na panghihinang bakal. Ang pag-save ng mahalagang mga metal, ang mga bushings ay maaaring mapalitan, at ang buhay ng bariles ay nadagdagan. Ngunit ang disenyo nito, pagmamanupaktura at pagpupulong ay mas kumplikado.
2 Casting bariles: Ang isang layer na humigit-kumulang na 2 mm makapal na haluang metal ay sentripugally na itinapon sa panloob na dingding ng bariles, at pagkatapos ay ang kinakailangang panloob na diameter ng bariles ay nakuha sa pamamagitan ng paggiling. Ang layer ng haluang metal ay mahusay na nakagapos sa base ng bariles, at ang bonding kasama ang haba ng axial haba ng bariles ay medyo pare-pareho, walang pagkiling na sumilip, hindi pumutok, may mahusay na pagganap ng pag-slide, at may mataas na pagsusuot ng pagsusuot. mahabang buhay.
1) Ang paayon na uka ng panloob na dingding ng seksyon ng pagpapakain ng bariles ay binuksan
Upang madagdagan ang rate ng transportasyon ng solids, isang pamamaraan ay upang madagdagan ang koepisyent ng friction sa ibabaw ng silindro sa pamamagitan ng solidong teorya ng transportasyon. Ang isa pang pamamaraan ay upang madagdagan ang lugar ng materyal sa feed port sa pamamagitan ng cross section na patayo sa axis ng tornilyo. Ang pagbuo ng isang paayon na uka sa panloob na dingding ng seksyon ng pagpapakain ng bariles at ang taper ng panloob na dingding ng seksyon ng seksyon ng pagpapakain malapit sa port ng pagpapakain ay ang mga detalye ng dalawang pamamaraan.
2) Pinilit na seksyon ng feed ng feed ng paglamig
Mayroon ding isang paraan upang madagdagan ang dami ng mga solids na dinadala. Ito ay upang palamig ang bariles ng seksyon ng pagpapakain, ang layunin ay upang mapanatili ang temperatura ng materyal na maipapadala sa ibaba ng punto ng paglambot o pagtunaw, upang maiwasan ang hitsura ng matunaw na pelikula upang mapanatili ang solidong pag-aari ng friction ng materyal.
Sa pamamaraang nasa itaas, ang kahusayan ng conveying ay nadagdagan mula 0.3 hanggang 0.6, at ang dami ng extrusion ay hindi gaanong sensitibo sa mga pagbabago sa presyon ng ulo.


Ang tornilyo ay ang puso ng extruder at isang pangunahing sangkap ng extruder. Ang pagganap ng tornilyo ay tumutukoy sa pagiging produktibo, kalidad ng plasticizing, pagpapakalat ng tagapuno, matunaw na temperatura, pagkonsumo ng kuryente, atbp ng extruder. . Ito ang pinakamahalagang bahagi ng extruder, na maaaring direktang makakaapekto sa saklaw ng aplikasyon at kahusayan ng produksyon ng extruder. Ang pag-ikot ng tornilyo ay nagpapalabas ng matinding presyon sa plastik. Ang plastik ay maaaring ilipat, presyurahin at makakuha ng ilang init mula sa alitan sa silindro. Ang plastik ay halo-halong at plasticized sa panahon ng paggalaw ng silindro, at ang malapot na daloy ng estado Ang pagtunaw ay hugis habang pinipilit na dumaloy sa pamamagitan ng mamatay upang makuha ang nais na hugis. Tulad ng bariles, ang turnilyo ay ginawa din ng isang mataas na lakas, init at kaagnasan na haluang metal.
Dahil sa iba't ibang plastik, iba rin ang kanilang mga katangian. Samakatuwid, sa aktwal na operasyon, upang umangkop sa iba't ibang mga pangangailangan sa pagproseso ng plastik, ang mga uri ng kinakailangang mga turnilyo ay magkakaiba, at magkakaiba rin ang mga istraktura. Upang ma-maximize ang kahusayan ng plastik upang ma-maximize ang transportasyon, extrusion, paghahalo at plasticization.
Ang larawan ay nagpapakita ng maraming mas karaniwang mga turnilyo. Ang pangunahing mga parameter na nagpapahiwatig ng mga katangian ng tornilyo ay kinabibilangan ng sumusunod: diameter, aspeto ng ratio, ratio ng compression, pitch, kalaliman ng groove, anggulo ng helix, clearance ng tornilyo at bariles, at iba pa. Ang pinaka-karaniwang diameter diameter D ay humigit-kumulang sa 45 hanggang 150 mm. Habang nagdaragdag ang diameter ng tornilyo, ang kapasidad ng pagproseso ng extruder ay nagdaragdag nang naaayon, at ang pagiging produktibo ng extruder ay proporsyonal sa parisukat ng diameter ng tornilyo D. Ang ratio ng epektibong haba sa diameter ng nagtatrabaho bahagi ng tornilyo (tinukoy sa bilang na aspeto ng aspeto, na ipinahayag bilang L / D) ay karaniwang 18 ~ 25. Maaaring mapabuti ng Malaking L / D ang materyal na pamamahagi ng temperatura, mapadali ang paghahalo at plasticization ng plastik, at mabawasan ang pagtagas at pag-urong.



Pagbutihin ang kapasidad ng produksyon ng extruder, ang L / D malaking tornilyo ay may malakas na kakayahang umangkop at maaaring magamit para sa pagpilit ng iba't ibang mga plastik; gayunpaman, kapag ang L / D ay napakalaking, ang mga plastik ay masasiraan ng oras ng pag-init at ang tornilyo Kapag ang pagtaas ng timbang sa sarili, ang free end flexes at sag, na madaling nagiging sanhi ng materyal na ma-scratched sa pagitan ng tornilyo at turnilyo, at ginagawang mahirap ang proseso ng pagmamanupaktura; ang paggamit ng kuryente ng extruder ay nadagdagan. Ang isang tornilyo na masyadong maikli ay maaaring maging sanhi ng hindi magandang plasticization ng kneading.
Ang kalahati ng pagkakaiba sa pagitan ng panloob na lapad ng bariles at ang diameter ng tornilyo ay tinatawag na agwat δ, na maaaring makaapekto sa pagiging produktibo ng extruder. Habang tumataas ang δ, bumababa ang pagiging produktibo. Karaniwan, ang control δ ay mas mabuti tungkol sa 0.1 hanggang 0.6 mm. δ ay maliit, ang materyal ay sumailalim sa isang malaking epekto ng paggugupit, na kung saan ay kapaki-pakinabang sa plasticization, ngunit ang δ ay masyadong maliit, malakas na pagkilos ng paggugup ay madaling nagiging sanhi ng thermal mechanical na pagkasira ng materyal, at sa parehong oras, ang tornilyo ay madaling nakabitin o hadhad laban sa dingding ng silindro, at Kapag ang napakaliit, halos walang pagtagas o pag-urong ng materyal, na nakakaapekto sa paghahalo ng matunaw sa ilang sukat.
Ang anggulo ng helix Φ ay ang anggulo sa pagitan ng thread at cross section ng tornilyo. Habang tumataas ang Φ, ang pagiging produktibo ng extruder ay nagdaragdag, ngunit ang epekto ng paggugupit at ang pagpindot ng puwersa sa plastik ay nabawasan. Karaniwan, ang anggulo ng helix ay nasa pagitan ng 10 ° at 30 degree. Sa pagitan ng °, kasama ang direksyon ng pagbabago ng haba ng tornilyo, madalas na gumagamit ng isang equidistant screw, na kumukuha ng pitch na katumbas ng diameter, ang halaga ng about ay tungkol sa 17 ° 41 '
Mas malaki ang ratio ng compression, mas malaki ang ratio ng compression na natatanggap ng plastic. Kapag ang uka ay mababaw, maaari itong makabuo ng isang mataas na rate ng paggupit para sa plastik, na kung saan ay kapaki-pakinabang sa paglipat ng init sa pagitan ng pader ng bariles at ng materyal. Ang mas mataas na materyal na paghahalo at kahusayan ng plasticizing, mas mababa ang pagiging produktibo; sa kabaligtaran, malalim ang uka. Ang sitwasyon ay kabaligtaran lamang. Samakatuwid, ang mga materyales na sensitibo sa init (tulad ng polyvinyl chloride) ay dapat gamitin gamit ang malalim na mga tornilyo ng tornilyo; para sa mga plastik na may mababang pagtunaw ng lagkit at mataas na thermal katatagan (tulad ng polyamide), dapat mabigyan ng mababaw na mga screw na tornilyo.

1. Paghiwalay ng tornilyo
Kapag ang materyal ay sumusulong sa kahabaan ng tornilyo, sumasailalim ito ng mga pagbabago sa temperatura, presyon, lagkit, atbp. Ang pagbabagong ito ay naiiba sa loob ng buong haba ng tornilyo. Ayon sa pagbabago ng mga katangian ng materyal, ang tornilyo ay maaaring nahahati sa pagdaragdag (pagpapadala) ng mga materyal na mga segment at pag-compress. Segment at homogenization segment.
1. Tatlong estado ng plastik at plastik
Ang mga plastik ay may dalawang uri ng thermosetting at thermoplastic. Matapos mabuo at gumaling ang thermosetting plastik, hindi sila maiinitan at matunaw. Ang thermoplastic magkaroon ng amag na artikulo ay maaaring ma-reheated at matunaw sa iba pang mga artikulo.
Habang nagbabago ang temperatura, ang thermoplastic ay gumagawa ng isang tatlong-estado na pagbabago ng estado ng baso, mataas na nababanat na estado at lagkit na estado ng daloy. Paulit-ulit na pagbabago sa temperatura, ang tatlong estado ay gumagawa ng paulit-ulit na pagbabago.
a. Ang iba't ibang mga katangian ng polimer ay natutunaw sa tri-state:
Estado ng salamin - ang plastik ay lilitaw bilang isang matibay na solid; Ang enerhiya ng thermal motion ay maliit, malaki ang intermolecular na puwersa, ang pagpapapangit ay pangunahing naiambag ng pagpapapangit ng anggulo ng bono; matapos alisin ang panlabas na puwersa, ang pagpapapangit ay agad na naibalik, na kabilang sa pangkalahatang pagpapapangit.
Lubhang nababanat na estado - ang plastik ay isang sangkap na tulad ng goma; pagpapapangit ay naiambag ng orientation ng macromolecular kahabaan na sanhi ng orientation ng segment, at ang halaga ng pagpapapangit ay malaki; matapos matanggal ang panlabas na puwersa, maaaring mabawi ang pagpapapangit ngunit nakasalalay sa oras, na isang mataas na nababanat na pagpapapangit.
Malaking kalagayan ng daloy — ang plastik ay lilitaw bilang lubos na malagkit na natutunaw; Ang thermal energy ay lalong nagpapatindi sa kamag-anak na slip na paggalaw ng mga molekulang chain ang pagpapapangit ay hindi maibabalik at nabibilang sa pagpapapangit ng plastik
b. Ang pagproseso ng plastik at tri-state:
Makikilala sa plastic glass. Pagproseso ng kahabaan sa mataas na nababanat na estado, tulad ng pagguhit ng wire, extrusion ng pipe, paghuhulma ng blow at thermoforming. Sa estado ng daloy ng lagkit, maaari itong pinahiran, rotomolded at iniksyon na iniksyon.
Kung ang temperatura ay mas mataas kaysa sa malagkit na estado ng daloy, ang plastik ay thermally mabulok, at kapag ang temperatura ay mas mababa kaysa sa estado ng salamin, ang plastik ay yayakapin. Kung ang temperatura ng plastik ay mas mataas kaysa sa malagkit na estado ng daloy o mas mababa kaysa sa estado ng baso, ang thermoplastic ay may posibilidad na malubhang mapinsala at masira, kaya ang dalawang zone ng temperatura ay dapat iwasan kapag pinoproseso o ginagamit ang produktong plastik.


Ang profile ng pinto at bintana ay gawa sa PVC pulbos. Ang plastik na extruder Gearbox ay malawakang ginagamit bilang window at profile ng pintuan, pati na rin pandekorasyon na materyal. Sa modernong teknolohiya at na-optimize na disenyo, mayroon itong pag-aari ng mataas na kapasidad ng output, mahabang buhay at plastik na magkakasama.
Ang plastik na extruder Gearbox ay uri ng linya ng produksyon na idinisenyo para sa pagpilit ng mga PVC plastic doos at mga profile ng windos at mga linya ng komunikasyon ng mga pipa, Aluminum-plastik na mga profile ng composite, atbp. Ito ay may matatag na plastik, mataas na output, mababang lakas ng paggupit, mahabang serbisyo sa buhay at iba pang mga pakinabang. Ang mga profile ng PVC ay maaaring magamit sa industriya ng gusali at bahay o opisina.
Lubrication at paglamig, pagpainit
Ang mga luha at bearings ay lubricated sa mga pool ng langis at mga splashes. Bilang karagdagan sa pagpapadulas ng pagpapadulas, ZLYJ serye hard gearbox ng ibabaw at sa itaas ng mga bearings ay naidagdag sa sistema ng pagpapadulas ng pump ng langis para sa sapilitang pagpapadulas ng sirkulasyon.
Ang pampadulas na langis ng grade ay medium-grade na presyon ng gear gear na N220 o iba pang mataas na kalidad na langis ng skating na may katulad na lagkit.
Kapag ang temperatura ng ambient ay mas mababa kaysa sa 0 ° C, ang isang de-koryenteng pipe ng pag-init ay idinagdag sa pool ng langis upang mapainit ang langis na pampadulas.
Kung ang temperatura ng paligid ay mas mataas kaysa sa 35 ° C, ang aming kumpanya ay nagsasagawa ng pagkalkula ng balanse ng init ayon sa halaga ng temperatura na ibinigay ng gumagamit upang matukoy kung madaragdagan ang aparato sa paglamig.


ZLYJ series cylindrical bevel gearbox Pinatigas na modelo ng gearbox:
Ang mga pagtutukoy ay: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; Ang 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM at iba pang gearbox na partikular sa plastik at goma (ay maaaring ipasadya para sa iba't ibang mga hindi pamantayang malalaking gearbox).
Single tornilyo extruder solong tornilyo plastic extruder para sa plastic extruder machine
Sa Pinakamahusay na Pagbati,
Cherry Zhang (Sales Department; Miss.)
NER GROUP CO., LIMITADO
Yantai Bonway Manufacturer Co., Ltd.
Tel: + 86 535-6330966-
Mobile: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-mail:
Idagdag: No.5 Wanshoushan Road Yantai city Shandong Province, China











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Ang pinakamahusay na serbisyo mula sa aming dalubhasa sa paghahatid ng drive sa iyong inbox nang direkta.
Ang aming mga Serbisyo
Makipagugnayan ka sa amin.
Yantai Bonway Manufacturer Co.ltd
ANo.160 Changjiang Road, Yantai, Shandong, China(264006)
T + 86 535 6330966
W + 86 185 63806647